

新品发布!标配四核Cortex-A53@1.2GHz的处理器,相比HV01性能提升8倍






















































解决方案
HD50应用于直驱式直进式拉丝机的解决方案

直驱式直进式拉丝机
直驱式直进式拉丝机是常见的金属线材加工设备的一种,主要对钢丝、合金丝、铜丝、合金丝、焊丝等材料进行伸线加工。
对变频器的要求:
• 具有高性能的矢量控制方式,可以高精度控制永磁同步伺服电机;
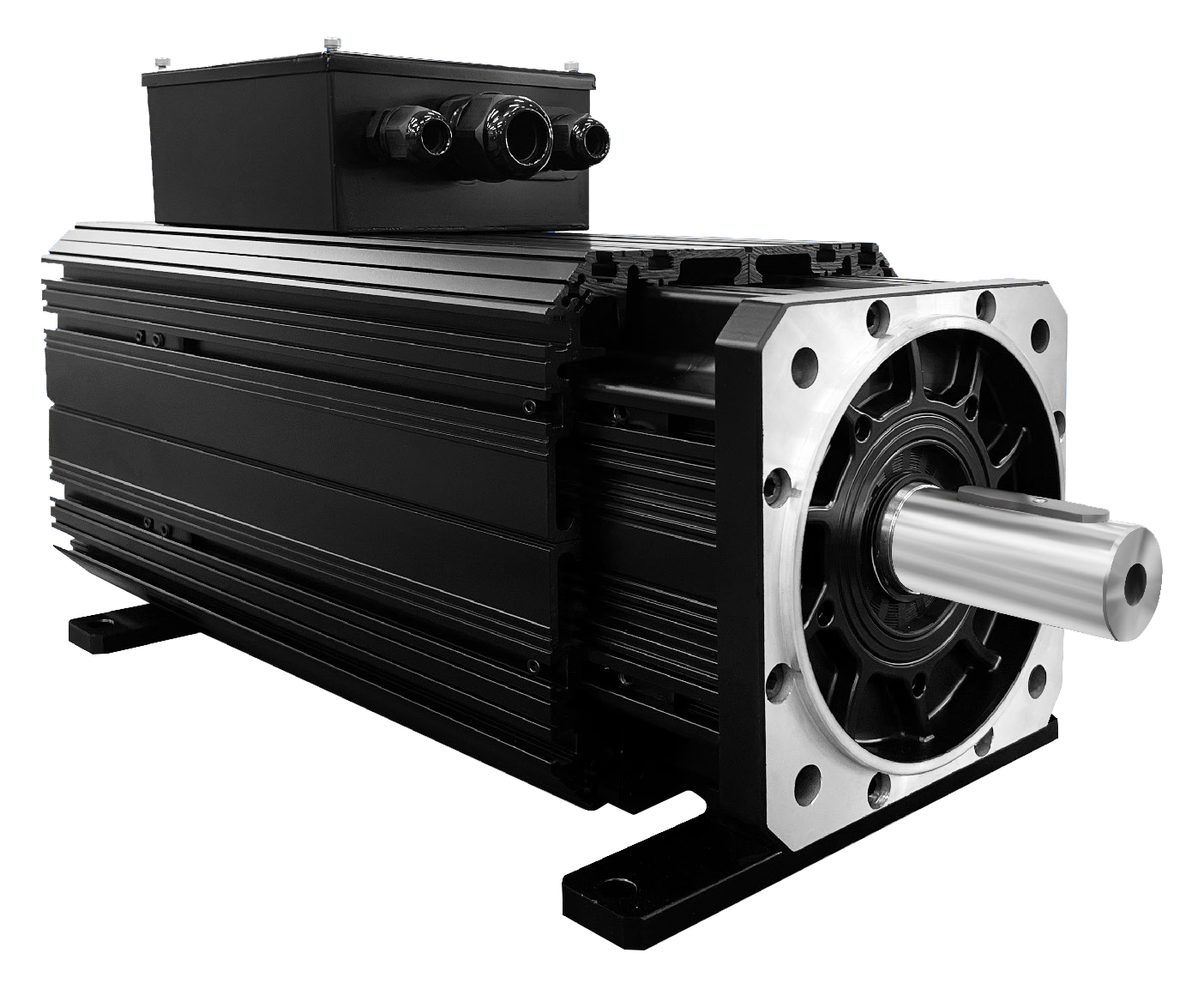
• 设备采用电机直驱方式,要求变频器在低频段可以输出足够转矩;
• 设备最高速度达到25m/s,电机频率需要达到200-300Hz,要求变频器具有优异的弱磁控制算法;
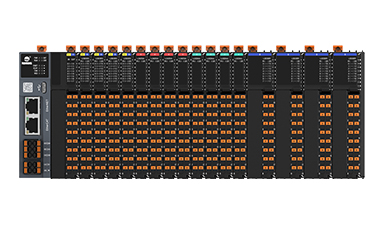
• 可以由变频器、PLC等设备组成基于PROFIBUS- DP总线的控制系统;
• 支持海德汉1313绝对值编码器。
直线式拉丝机从工艺上分为放线、拉丝、收线部分:
• 放线部分:主要将被加工材料送入拉丝部分,此阶段的线缆能承受张力较大,采用被动式放线。
• 拉丝部分:线材在此处经过各级拉伸模进行逐级拉伸,其中每级都直接由一台变频器驱动一台同步电机进行传动。
• 收线部分:主要将加工好的线材收卷在线盘上,需要与拉丝部分的线速度保持同步,以保证收卷效果。

解决方案
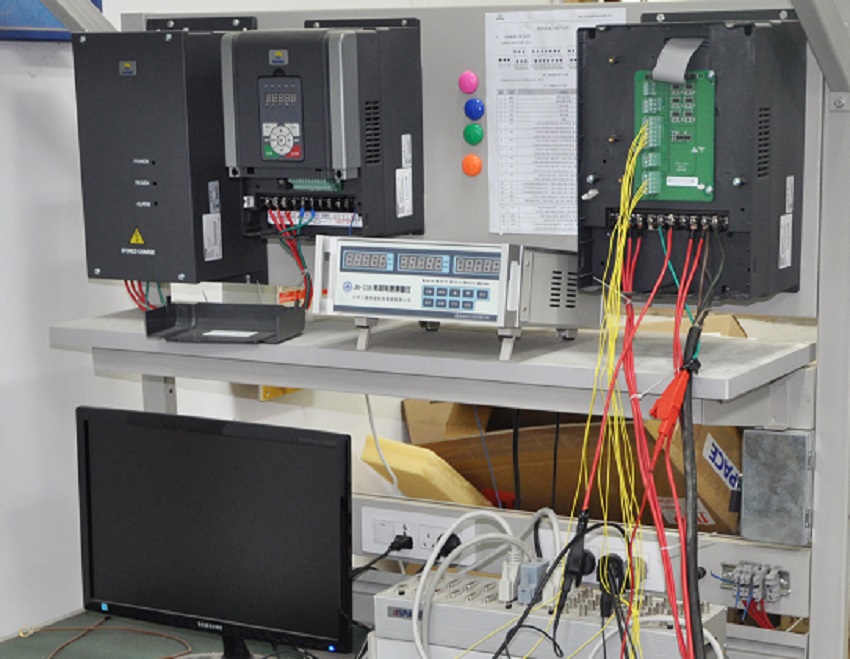
现场设备为非滑动铝合金大拉机,由双工位摆臂式放线架、10模拉丝机、双盘自动收线换盘装置等组成。其中现场设备如变频器、PLC等通过PROFIBUS-DP构成一个总线控制系统。
拉丝部分:
在拉丝过程中,电速度精度、动态响应及张力平稳性直接决定了成品的质量。因此,整套系统采用PROFIBUS总线通讯,HD50-ST驱动永磁同步伺服电机直驱方式,恒张力控制方案。
收线部分:
采用双盘自动收线换盘方案,每个收线盘都由1台HD50-T变频器驱动1台交流异步电机进行闭环速度控制进行收卷。为实现恒线速度,收线盘的频率给定方式采用“主+辅”给定方式,其中主给定为PROFIBUS通讯给定,辅助给定为PID给定(变频器通过张力摆杆进行PID计算)。
该方案可以满足最高线速度25m/s的高速生产,在保证产品生产效率与质量的前提下,减小了设备体积,降低了生产噪声,并且大幅降低了能耗水平(根据现场实际测量,节能水平可以达到30%)。
上一篇:线缆线材应用集锦

{kind=link}